新聞動態
工匠精(jīng)神 智造精品
精密鈑金/CNC/龍門(mén)加工、靜電噴塗一站式服務(wù)

- 業務熱線1:138-1671-3998
業務(wù)熱線2:181-9653-9596
工匠精(jīng)神 智造精品
精密鈑金/CNC/龍門(mén)加工、靜電噴塗一站式服務(wù)
新聞動態
信息來源:本站 | 發(fā)布日期: 2024-02-29 21:25:41 | 瀏覽量:542
摘要:
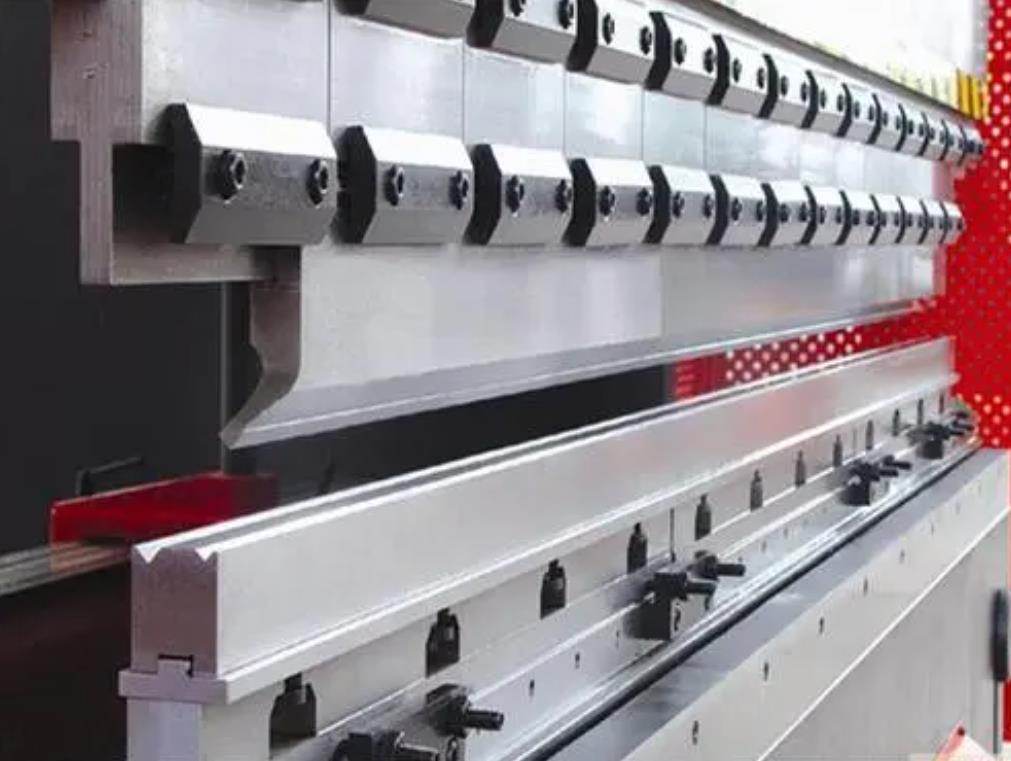
鈑金件折彎工藝是將金屬板材通過模具(jù)或設備,按照所需形(xíng)狀和角度進行彎曲成形的工藝。此工藝涉及材料選擇、模具設計、折(shé)彎角(jiǎo)度和順序的控製等多(duō)個環節。主要設備(bèi)有(yǒu)折彎機、衝床等。通過準確的操作和控製,鈑金件折彎工藝能(néng)製造出各種複雜形狀的金屬零件,廣泛應用於汽車、…
鈑金件折彎(wān)工藝是(shì)將金屬(shǔ)板材通過模具或設備,按照所需形狀和角度進行彎曲成形的工藝。此工藝涉及材料選擇、模具設計、折彎角度和(hé)順序的控製等多個環(huán)節。主(zhǔ)要設備(bèi)有折(shé)彎機、衝(chōng)床(chuáng)等(děng)。通過準確的操(cāo)作和控製,鈑金(jīn)件折(shé)彎工藝能製造出各種複雜形狀的金屬零件,廣泛應用於汽車、電子、家電等行業。
在鈑金展開的計(jì)算過程中,折(shé)彎扣除法(fǎ)和折彎補償法是兩種常(cháng)用的算法。以下是它們之間的主(zhǔ)要區別:
這是一種描述(shù)折彎過程的簡單算法,通常是指回(huí)退量(liàng)。在這種方法中,零(líng)件的展平長度(L)等於(yú)理論(lùn)上的兩段平坦部分延伸至“尖點”(兩平坦部分的(de)虛擬交點)的長度之和減去折彎扣除(A)。因此,零件的總長度可以表示為方(fāng)程L=L1+L2-A。如果用外尺寸+外尺寸(含料厚的尺寸(cùn))進行計算,就需要減去相應的係數。這種方法適用於90度(dù)折彎展開計算,特別適用於粗鈑金且(qiě)精度要求(qiú)不高的場合。
這種方法將零件的展開(kāi)長度(L)描述為零件展平後每段長度的和再加上展平的折彎區域的長(zhǎng)度。展平的(de)折彎區域的長度被表示為“折彎補償”值(A)。因此,整個零件的長度表示(shì)為方(fāng)程L=L1+L2+A。如果用內尺寸+內尺寸(不含(hán)料厚的尺寸)進行計算,則需要加上相應的係(xì)數。這種方法適用於非90度折彎,特別(bié)是折彎精度要求高的展開計算。
總(zǒng)的來說,折彎扣除法和折彎補償法的主要區別在於它們的計算方式(shì)、應用場景以及考慮的因素。在選擇使用哪種(zhǒng)方法時,需要根據具體的(de)鈑金零件要求、精度需求(qiú)和材料特性等因素進行綜合考慮(lǜ)。
下(xià)一篇:自(zì)動點膠機的工作原理
折彎是一種對平麵板材進行(háng)折疊,彎曲的工藝,隨著技術的發展,數控折彎機已普遍在(zài)業內使用。它在整個加工鏈軸緊隨切割工序之後(hòu),工件放在帶(dài)有飛行開口的凹模的嵌行刀具上將工件壓(yā)入(rù)微型開口(kǒu)中,並以這(zhè)種方式將板材折彎…
精密鈑金衝(chōng)壓折彎是一種廣泛應用於製(zhì)造業的加工方法,它能夠將金屬板材通過衝壓和折(shé)彎的…
防爆(bào)配電櫃的數控折彎鈑金加工在現(xiàn)代工(gōng)業中扮演著(zhe)重要的角色。它(tā)們不僅能夠保護設備和人…
電話:桂經理 138-1671-3998;管經理 181-9653-9596;王經理 186-2116-5858
地址:江蘇省海安市恒澤(zé)路18號(hào)
服務區域覆蓋:上海、江蘇(南通(tōng)、蘇州、昆山、太倉、無錫、常州、南京)、浙江






